
了解行業環境最新動態

2023-02-07
靜電粉末噴粉線設備設計原則 2.1本方案根據業主方提供的廠房區域,基本技術參數,結合表面處理、噴漆、烘干技術工藝方案而制定; 2.2 本方案充分滿足噴粉、烘干輸送、轉運相關的國家標準和通用規范;工藝方案的確定充分考慮技術的實用性和先進性,充分滿足產品的質量及生產 綱領要求;選用的技術成熟可靠,不含有任何試驗性
2023-02-06
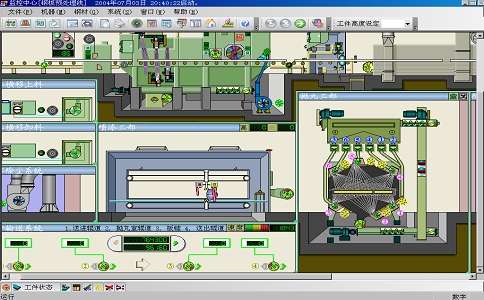
鋼板預處理 涂裝生產線 上位機動態模擬監控系統(監控中心) 整個設備采用上位機動態模擬監控系統(如下圖 監控中心),以便能夠 監視全線的工作狀態, 對全線實行優化控制。采用動態模擬監控系統大大提高了系統的機電一體化水平,并且使系統從一套“黑箱”系統變成可視并且便于操控的系統。
2023-02-04
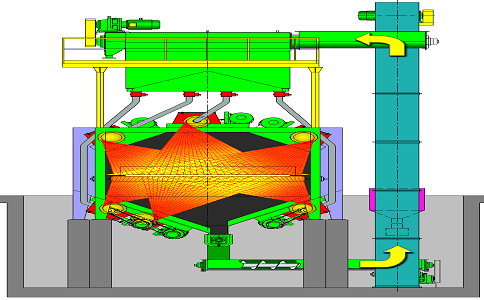
鋼板預處理涂裝生產線鋼板預處理涂裝生產線噴漆室上、下傳動小車 噴漆室上、下傳動小車 噴漆室內設有上、下傳動小車。工作時,減速電機通過鏈輪、鏈條驅動上、下傳動小車作垂直于鋼材行進方向的同步往復運動(變頻無級調速)。本系統所用的傳動部件,鏈條為高速鏈條,拖鏈為高速拖鏈,緩沖機構為吸震器。
2023-02-03
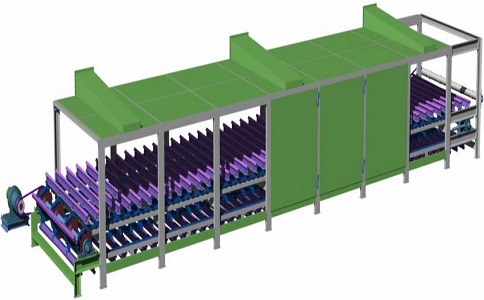
鋼板預處理涂裝生產線拋丸設備清掃室 為滿足1-2m/min的工作速度,我公司依據在眾多鋼板預處理項目實踐過程中所積累的經驗,并結合國外產品的先進技術,對鋼板的清理采取了一級清掃和二級風吹的方式。
2023-02-02
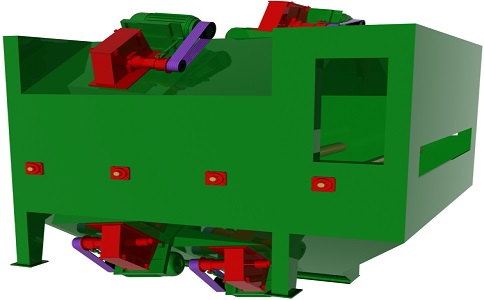
鋼板預處理涂裝生產線前言 新材料、新工藝 我們一貫致力于采用新材料、新工藝,以提高我們的清理設備的品質: 組成設備的各鋼板、型材或構件進行拋丸除銹后噴保養底漆。 關鍵部件拋丸器等在公司廠內負荷試車,設備整體在公司內安裝調試

2023-02-01
航空發動機零件自動噴丸強化設備噴丸壓力調控系統 本機釆用意大利18000 l/min電控比例減壓閥,由監控系統閉環電調控制,確保工作時噴丸壓力穩定。 可控閉環壓力范圍:0.05-0.7MPa 控制精度:≤±1% (滿刻度);四軸數控機械手及噴嘴 X軸(水平移動) 行程900mm 定位精度≤0.2mm 重復定位精度≤0,1mm Z軸(垂直移動) 行程900mm 定位精度≤0.2mm

2023-01-30
拋(噴)丸設備? 控制系統的安全要求 5. 2. 24. 1 控制系統應能按規定動作順序實現聯鎖。 5. 2. 24. 2 電氣聯鎖應具備防止因誤動作引起的意外故障和/或危險事件發生的功能。 5. 2. 24. 3 控制系統應具備必要的自動監控功能。在出現某一故障時觸發報警器和在故障排除前不可能啟動一次新的工作循環。

2023-01-29
本標準是按照 GB/T 16755-1997 《機械安全 安全標準的起草與表述規則》的規定制定的,屬于C 類安全標準,對 拋噴丸設備 規定了安全要求。由于目前國內 A 類和 B 類安全標準正在陸續制定中,因此凡已發布的能引用的 A 類和 B 類安全標準,在本標準中都已做了引用沒有可引用的 A 類和 B 類安全標準本標準則以具體的安全要求規定在條款中。

2023-01-16
品目四、鋼結構件涂裝生產線電控系統 1、 整個電氣系統采用集中控制,核心元件采用按鈕控制,電器元件采用施耐德電器件,按鈕采用上海產電器。 2、溫度控制系統采用RKC數字智能化溫控儀,當熱電阻將加熱信號送到溫控儀,由溫控儀對電氣加熱設備進行恒溫控制,烘道溫度在溫控儀上設定。
電話:400-901-8969
地址:浙江省杭州市建德市洋溪街道雅鼎路666號
郵箱:E_mail:bjjthw@163.com
