
了解行業環境最新動態
2023-01-15
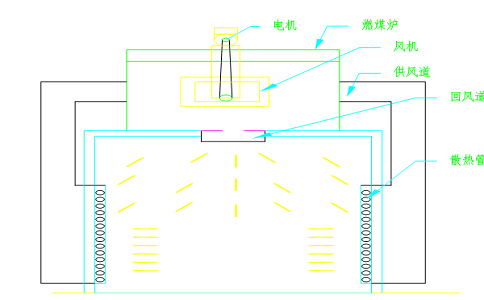
鋼結構件涂裝生產線烘干室烘干原理: 設備為大批量、連續式生產,因此采用全密封式結構。上送風、下排風熱風循環式。烘干時,通過新風機組內的換熱裝置對循環風進行加熱。烘干設計溫度0~60±5℃,柴油做能源。熱風從側部通過散熱管送入,上部回風。

2023-01-14
鋼結構件涂裝生產線噴漆房設備組成及結構特點: 本噴漆房用于工件作業時捕捉漆霧、處理漆霧,以及廢氣治理功能,且嚴格按照國家有關勞動安全、衛生、消防及環保等方面的標準進行設計,通、排風根據噴漆的工藝要求實施。設備主要有房體、新風系統、排風系統、照明系統、漆霧、廢氣處理系統、電控系統和安全檢測報警系統組成。

2023-01-13
鋼結構件涂裝生產線設計依據 1.1 工件名稱:鋼結構 1.2 最大工件組合尺寸:12000×2000×1500mm(長×寬×高); 1.3 工件最大重量:5000kg; 1.4工作制度: 250天/年,8小時/天,雙班生產;1.6工件產量: 10萬噸/年; 1.7工藝要求: 上件-噴漆-流平-烘干-下件 根據需方要求,考慮工件實際情況,建設噴漆室和烘干室各一套。

2023-01-12
鋼鐵件涂裝烘烤生產線吊具:吊具結構取決于輸送物件的特征、質量和外形尺寸,以及輸送機的用途和裝卸方法。根據需方噴涂工藝選用單點吊具。并由以下幾種吊具共同完成。通過型吊具;此類吊具只需滿足物件輸送的要求,其應用最為廣泛。

2023-01-11
鋼鐵件涂裝烘烤生產線烘干室 :有效工作尺寸:15米×4米×2.3米(長×寬×高) 由室體、加熱裝置、烘干室底座橋架組成。鋼鐵件涂裝烘烤生產線烘干室 有效工作尺寸:15米×4米×2.3米(長×寬×高) 由室體、加熱裝置、烘干室底座橋架組成。 3.1、鋼鐵件涂裝烘烤生產線室體:室體板內外板為彩色鍍鋅鋼板,中間填充材料為(巖棉)保溫材料,內外板與保溫材料整體壓制而成,保溫板厚度75mm,內外鋼板厚0.5mm,包邊采用0.6鍍鋅板

2023-01-10
1.4.2、鋼鐵件涂裝烘烤生產線廢氣凈化 廢氣經漆霧過濾后,經活性炭吸附凈化,其作用是吸附排放中的苯系列物等有機溶劑,使廢氣達標排放。 活性炭是一種很細小的炭粒 有很大的表面積,而且炭粒中還有更細小的孔——毛細管。

2023-01-09
鋼鐵件涂裝烘烤生產線設計原則:鋼鐵件涂裝烘烤生產線設計原則 鋼鐵件涂裝烘烤生產線 1、根據用戶提供的技術參數及要求,精心設計和制造;合理利用能源配置,盡可能降低運行成本,確保噴涂生產線使用性能和外觀質量。提高涂裝車間工藝水平,改善工件噴涂質量,縮短工件涂裝作業生產周期,改善工人勞動環境,三廢治理達到國家標準。
2023-01-05
采油樹天然氣噴涂生產線電氣控制系統功能概述:整個電氣系統采用集中控制,核心元件采用PLC及HMI控制,PLC采用西門子系列產品,HMI采用臺灣HITECH的PWS產品,所有設備均由PLC進行控制。

2023-01-04
采油樹天然氣噴涂生產線噴漆房工作原理:噴漆時,外部空氣經進風口初、中效過濾棉過濾后由送風機送入到噴漆房內靜壓室,再經靜壓室二次過濾分流后進入漆房作業空間,氣流在工件周圍形成風幕。這時漆房內有載風速可達0.40m/s以上,噴漆時產生的漆霧不會在操作者呼吸帶處停留,而隨氣流迅速下降,之后在排風機的作用下,
電話:400-901-8969
地址:浙江省杭州市建德市洋溪街道雅鼎路666號
郵箱:E_mail:bjjthw@163.com
